硬度:HB170-240
材质:HT250
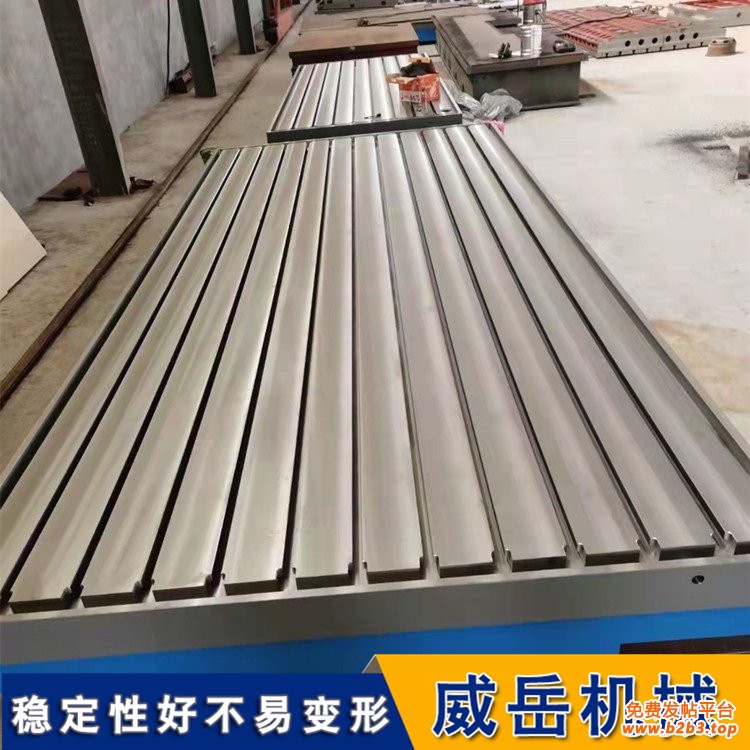
T型槽平台的制作生产工艺及使用说明书
T型槽平台,又称T型槽铸铁平台,是一种广泛应用于机械制造、装配、调试、焊接及铆焊等工序中的工具。其表面带有T型槽,可以固定机械设备,确保操作的稳定性和准确性。T型槽平台作为机械制造和装配领域不可或缺的重要工具,其精益求精的工艺和严格的使用注意事项,对于确保机械加工的精度和效率至关重要。
T型槽平台的制作工艺
T型槽平台的制造工艺主要包括毛坯制作、热处理、机械加工、人工刮研、外观处理及包装入库等步骤。每一步都严格遵循技术要求,以确保平台的质量和精度。
毛坯制作
毛坯制作是T型槽平台制造的基础。首先,根据技术要求设计图纸,并据此制作木型。配料后,进行造型、烘干、浇铸、落沙、清理及检验毛坯的各部位。这一步骤要求毛坯无砂孔、气孔、裂纹等铸造问题。消失模铸造是其中一种常用的铸造方法,它通过将与T型槽平台尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在石英砂中振动造型。在负压下浇注,使模型气化,液体金属占据模型位置,凝固降温后形成T型槽平台。这种方法无需取模、无分型面、无砂芯,因此平台没有飞边、毛刺和拔模斜度,且减少了由于型芯组合而造成的尺寸误差。
热处理
毛坯回火处理是T型槽平台制造中的重要步骤。通过回火处理,可以去除铸造内应力,提高材料的稳定性和强度。这一步骤对于提高平台的耐用性和精度至关重要。回火处理通常在回火窑中进行,铸件在窑中升温至780°C,并在窑温和铸件温度同时降至50°C后方可出窑。
机械加工
机械加工是将毛坯加工成符合图纸要求的T型槽平台的关键步骤。机械加工包括粗加工和精加工。粗加工后需再次回火,以去除加工内应力。精加工则要求严格控制加工精度,确保平台的平面度、平行度和直线度等形位公差符合标准。使用龙门刨床和断面铣床可以使铸铁平台四周及上下面成正方形或长方形。如果需要开T型槽,在刨完平面后才能进行开槽加工。对于精度要求较高、光洁度较高的平台,可以使用数控龙门铣床进行精加工,其加工后的精度直线度和平面度每米误差不超过0.008mm,光洁度可以控制在1.2以内,经过人工抛光后光洁度可达到0.8。
人工刮研
人工刮研是T型槽平台制造中的关键环节。通过刮研,可以进一步提高平台的表面粗糙度和精度。刮研工艺要求操作者具有丰富的经验和精湛的技艺。通过刮削过程,可以获得高精度的平台表面,满足测量和装配的需求。刮研后,使用涂色法进行检验,以确保平面精度符合要求。
外观处理及包装入库
外观处理包括去掉型砂、涂漆等,以提高平台的美观度和耐腐蚀性。进行包装入库,等待发货。
T型槽平台的精度等级
T型槽平台的精度是衡量其质量的重要指标之一。按照标准计量检定规程执行,平台的精度等级分为00、0、1、2、3和精刨六个等级。其中,00级为高精度等级,适用于测量和装配;而3级则为低精度等级,适用于一般机械加工和装配。
威岳机械谢女士15350773479