发货:3天内
发送询价
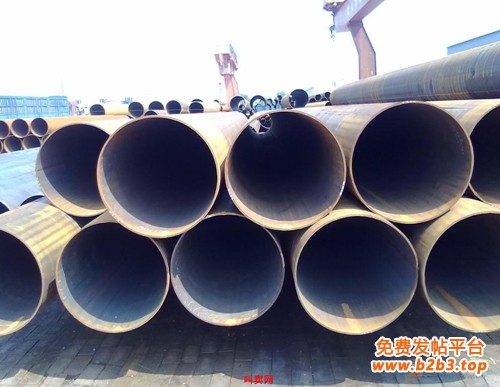
厚壁直缝钢管的退火温度是适宜的。穿孔加热温度1180~1230℃,偏低,这是中碳合金钢的温度,取1230-1250,才适宜。35min是加热工夫仍是炉内工夫炉内工夫普通在60min以上。穿孔的温度、工艺调整也不容忽视,若穿孔温度低、调整不妥,也会形成毛管内部安排的撕裂。厚壁直缝钢管用来运送低压流体。用Q195、Q21、Q23钢、Q235B(普碳制造)。也可选用易于焊接0317规范类型6012及钢母755软钢一起制造。钢管要进行水压、曲折、压扁等试验,对表面有请求,交货长度为4m-10m,常请求定尺(或倍尺)交货。焊管的规范,用公称口径表明(毫米或英寸)公称口径与实践不同,焊管按规定壁厚有一般钢管和加厚钢管两种,钢管按管端方式分带螺纹、不带螺纹两种。
厚壁直缝钢管压力管道的应用为普遍,民间以来一直处于部门分割管理的状态,各行的厚壁直缝钢管制造、安装、检验、运行管理等的各个环节自成体系,而且技术不一,厚壁直缝钢管压力管道的管理相对于厚壁直缝钢管锅炉、厚壁直缝钢管压力容器在法律、法规、标准趋于。
管道由厚壁直缝钢管管道、管道支承件等组成。用以输送、分配、控制或制止流体流动。管道系统简称管系,是按流体设计条件划分的多根管道。管道组成件又厚壁直缝钢管称压力管道元件,是用于连接或装配成管道的法兰、垫片、紧回件、阀门以及管道件等。
厚壁直缝管的技术要求与检验根据GB3092《低压流体输送用焊接钢管》标准的规定,焊管的公称直径为6~150mm,公称壁厚为2.0~6.0mm,焊管的长度通常为4~10米,可按定尺或倍尺长度出厂。
厚壁直缝钢管表面应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。厚壁直缝钢管表面允许有不超过壁厚负偏差的划道、刮伤、焊缝错位、和结疤等轻微缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。
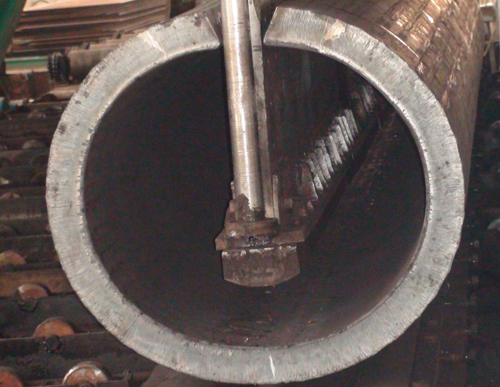
钢管应能承受的内压力,时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的运动对焊缝进行的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。
厚壁直缝钢管高频焊接是依据电磁感应原理和沟通电荷在导体中的趋肤效应、附近效应和涡流热效应,使焊缝边际的钢材部分加热到熔融状况,经滚轮的揉捏,使对接焊缝完成晶间接合,然后到达焊缝焊接之意图,高频焊是一种感应焊(或压力触摸焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型漂亮,焊接机械性能杰出等长处,因此在钢管的生产中遭到普遍的使用。
河北龙马钢管制造股份有限公司(http://www.hblongma.com.cn/)主要生产双面埋弧焊钢管,高频直缝钢管,管线钢管,石油套管,大口径厚壁双面埋弧直缝焊钢管(JCOE),规格:Φ325mm—Φ2020mm,壁厚:7mm—100mm,执行标准:GB/T9711-2011、GB/T3091-2008、API 5L、EN10219等,材质:Q235-Q590、L175-L555、X42-X80管线管及合金钢管、带料加工各种材质钢管、不锈钢管。
钢管http://www.hblongma.com.cn/
埋弧钢管http://www.hblongma.com.cn/
直缝钢管http://www.hblongma.com.cn/
大口径钢管http://www.hblongma.com.cn/
厚壁钢管http://www.hblongma.com.cn/